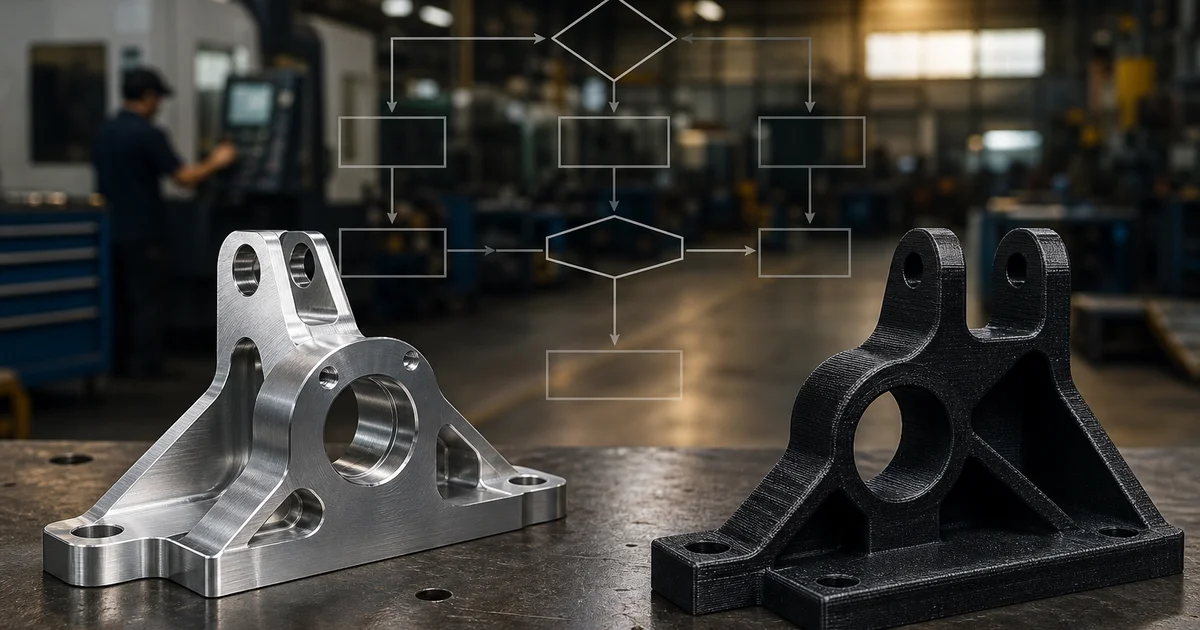
เมื่อ อะไหล่เครื่องจักร หมดสต็อก หรือ OEM เลิกผลิต ทีม maintenance มักถูกถามว่า “ทำ CNC หรือพิมพ์ 3D ดีกว่า?” — คำตอบที่ถูกขึ้นกับ แรงที่รับ อุณหภูมิ จำนวนชิ้น และเวลาที่ไลน์ทนรอได้ ไม่ใช่เทคโนโลยีที่ทีมถนัดมากกว่า
บทความนี้เป็นตารางตัดสินใจแบบ practical สำหรับโรงงานในไทย โดยไม่อ้างชื่อลูกค้าหรือตัวเลขที่ตรวจสอบไม่ได้
สรุปสั้น: เริ่มจากคำถาม 4 ข้อ
| คำถาม | ถ้า “ใช่” มาก → พิมพ์ 3D มักเหมาะ | ถ้า “ใช่” มาก → CNC/โลหะ มักเหมาะ |
|---|---|---|
| ต้องการ 1–30 ชิ้น และไม่ใช่ mass production? | ✓ | |
| รูปทรงซับซ้อน / ไม่มีแบบ OEM แล้ว? | ✓ | |
| รับแรงสูงต่อเนื่อง / สึกหรอหนัก / ความร้อนสูงมาก? | ✓ | |
| ต้องใช้บนไลน์ ภายใน 72 ชม. และชิ้นเหมาะพลาสติก engineering? | ✓ (ดู อะไหล่ 72 ชม.) |
ถ้าตอบ “CNC” ทุกข้อ — อย่าบังคับพิมพ์ 3D เพื่อความเร็ว ชิ้นจะล้มเหลวบนไลน์
ตารางตัดสินใจ CNC vs พิมพ์ 3D
| ปัจจัย | พิมพ์ 3D (FDM / เรซินบางงาน) | CNC / แผ่นโลหะ / หล่อ |
|---|---|---|
| จำนวนชิ้น | 1–50 ชิ้น มักคุ้ม | หลักร้อยขึ้นไป ต่อเดือน |
| Lead time เร่งด่วน | ไม่กี่วันถ้าไฟล์พร้อม | สัปดาห์–เดือน (ขึ้น queue โรงงาน) |
| แรง / การสึกหรอ | จำกัดตามวัสดุ (PETG, PA ฯลฯ) | สูงกว่าเมื่อออกแบบถูกวัสดุ |
| ความร้อน | จำกัด — เลือกวัสดุให้ตรง (ดู PETG vs PLA) | โลหะ/เซรามิกบางงานทนได้ดีกว่า |
| ต้นทุนชิ้นแรก | ต่ำเมื่อไม่ต้องทำแม่พิมพ์ | สูงถ้าทำ fixture + setup |
| แก้ geometry | แก้ไฟล์แล้วพิมพ์ใหม่เร็ว | แก้ G-code / แผ่นใหม่ |
เมื่อพิมพ์ 3D มักชนะ CNC
- อะไหล่หยุดไลน์ ชิ้นเล็ก–กลาง ไม่รับแรงโครงสร้างสูง — ฝาครอบ, guide, bushing ชั่วคราว, bracket
- Jig / fixture ที่ไม่สัมผัสอาหารโดยตรง — ดู jig โรงงานอาหาร
- ไม่มี CAD แต่มีชิ้นจริง — reverse จากชิ้นพัง แล้วพิมพ์
- ทดแทนชั่วคราว จนแผ่นเหล็ก CNC มาถึง
เมื่อ CNC หรือโลหะมักชนะพิมพ์ 3D
- รับ แรงกด/แรงดึงสูงต่อเนื่อง หรือสึกหรอหนัก (ลูกกลิ้ง, แท่นกด)
- อุณหภูมิ สูงกว่าที่พลาสติก FDM ทนได้อย่างปลอดภัย
- ต้องการ ความแม่นยำระดับ micron บนพื้นผิวสัมผัสงาน
- จำนวนมากต่อเดือน — ต้นทุนต่อชิ้นของพิมพ์ 3D ไม่แข่ง CNC
ในกรณี “ต้อง CNC แต่ไลน์หยุดวันนี้” — พิมพ์ 3D เป็นชิ้น bridge 1–2 สัปดาห์ แล้วเปลี่ยนเป็นโลหะเมื่อพร้อม
ขั้นตอนตัดสินใจ (5 นาทีบนไลน์)
- นับชิ้น — ต้องการกี่ชิ้นใน 30 วัน?
- แรง + ความร้อน — ประมาณจากงานเดิมหรือชิ้นพัง
- มีไฟล์ mm หรือไม่ — STL/STEP/3MF หรือรูป + ไม้บรรทัด
- เดดไลน์ไลน์ — กี่ชั่วโมง/กี่วันที่ทนรอได้?
- เลือกเส้นทาง — 3D เร่งด่วน / 3D + CNC ทีหลัง / CNC ตั้งแต่แรก
ถ้าข้อ 4 ตอบ “ภายใน 3 วัน” และข้อ 2 ไม่รุนแรง → เริ่มที่ ประเมินราคาพิมพ์ 3D
สิ่งที่ต้องส่งมาประเมิน (ลดรอบถาม-ตอบ)
- ไฟล์หรือรูปตาม คู่มือ STL
- จำนวนชิ้น + วันที่ต้องใช้บนไลน์
- สภาพ: อุณหภูมิ, น้ำมัน/สารทำความสะอาด, แรงโดยประมาณ
- ระบุว่าต้องการ ชิ้นถาวร หรือ bridge ชั่วคราว
ทีมจะบอกว่าพิมพ์ 3D ตรงสเปก ต้อง reverse หรือควรส่ง CNC แทน — ไม่บังคับพิมพ์ถ้างานไม่เหมาะ
วัสดุพิมพ์ 3D เมื่อเลือกเส้นทาง FDM
| งาน | มักเริ่มที่ |
|---|---|
| Fixture ทั่วไป | PETG — เปรียบเทียบ PETG vs PLA |
| งานสึกหรอบางส่วน | PA / engineering (ถ้ามีในระบบ) |
| ต้นแบบชั่วคราว | PLA |
รายละเอียดทั่วไป: PLA vs PETG vs เรซิน
Checklist ก่อนสั่ง
- [ ] จำนวนชิ้นและเดดไลน์ไลน์ชัด
- [ ] แรง/ความร้อน/สารสัมผัสระบุแล้ว
- [ ] รู้ว่าต้องการ bridge หรือชิ้นถาวร
- [ ] ไฟล์ mm หรือรูปอ้างอิงพร้อม
- [ ] วิศวกรไลน์รับทราบข้อจำกัดพลาสติก (ถ้าเลือก 3D)
ขั้นตอนขอใบเสนอราคา
- อัปโหลดที่ ฟีเจอร์สั่งพิมพ์ — ระบุ “อะไหล่ / bridge / jig”
- ถ้าไม่มีไฟล์ → ติดต่อทีม พร้อมรูปและไม้บรรทัด
- สั่ง 1 ชิ้นทดสอบ ก่อน batch ถ้างานใหม่
- ติดตามที่ คิวงาน
สรุป
CNC หรือ พิมพ์ 3D อะไหล่ ไม่ใช่คำถามเดียว — เป็น จำนวน + แรง + เวลา + ไฟล์ พิมพ์ 3D ชนะเมื่อต้องการชิ้นน้อย เร็ว และ geometry เหมาะพลาสติก; CNC ชนะเมื่อรับแรง/ความร้อนสูงและปริมาณมาก
ไลน์เสี่ยงหยุดสัปดาห์นี้? ส่งไฟล์หรือรูปมาประเมิน — ทีมจะแนะนำ 3D เร่งด่วน หรือเส้นทาง CNC/bridge ตามข้อเท็จจริงของงาน
แหล่งข้อมูล (fact-check)
- ขอบเขตความแข็งแรงของ FDM เป็นแนวปฏิบัติทั่วไป — ค่าจริงขึ้นกับ brand และพารามิเตอร์พิมพ์
- ไม่มีการอ้างชื่อลูกค้าหรือ case study ที่ตรวจสอบไม่ได้
- งานสัมผัสอาหารโดยตรงต้องยืนยันมาตรฐานวัสดุแยก
อัปเดต: มิถุนายน 2026 · Chalawan3D — รับพิมพ์ FDM & เรซิน กรุงเทพฯ ส่งทั่วไทย · งานอุตสาหกรรมและ prototype


